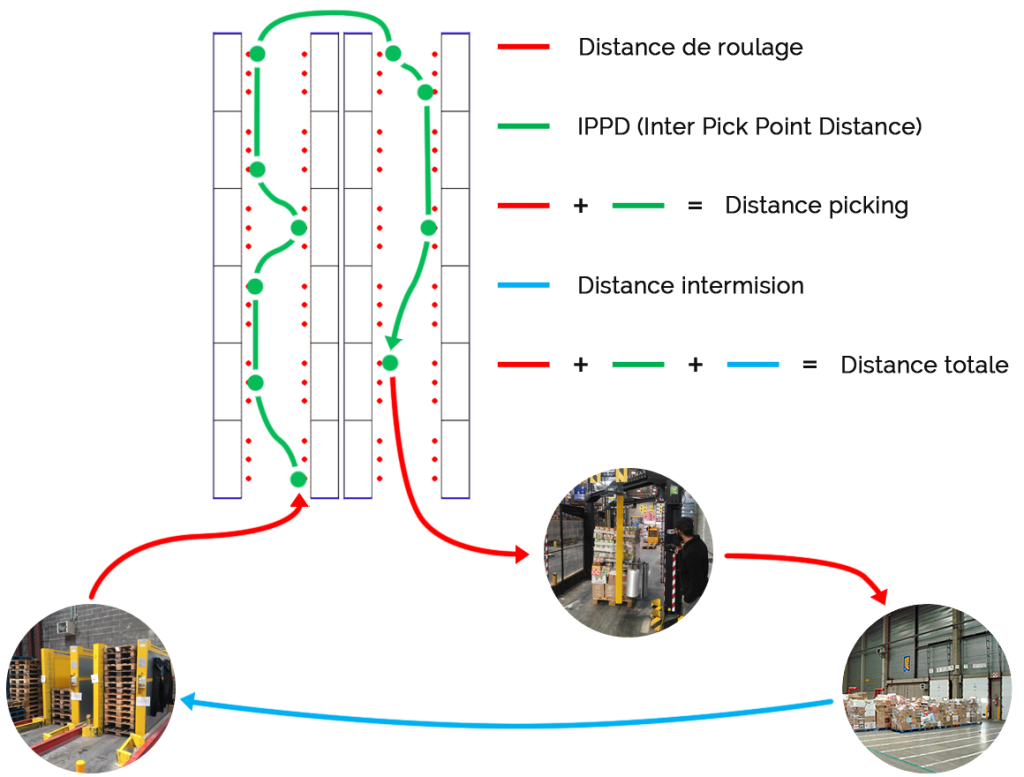
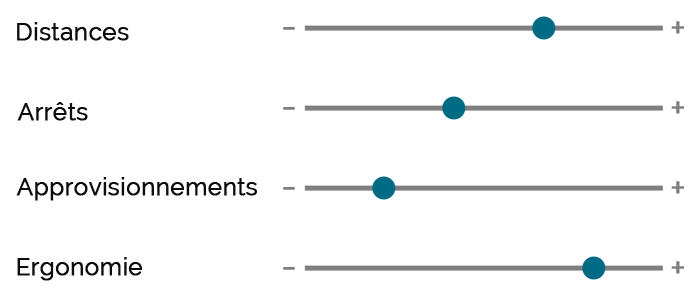
- La distance de préparation
De loin la mesure la plus facile à expliquer : plus courte est la distance à parcourir, plus efficace sera la préparation de commandes.
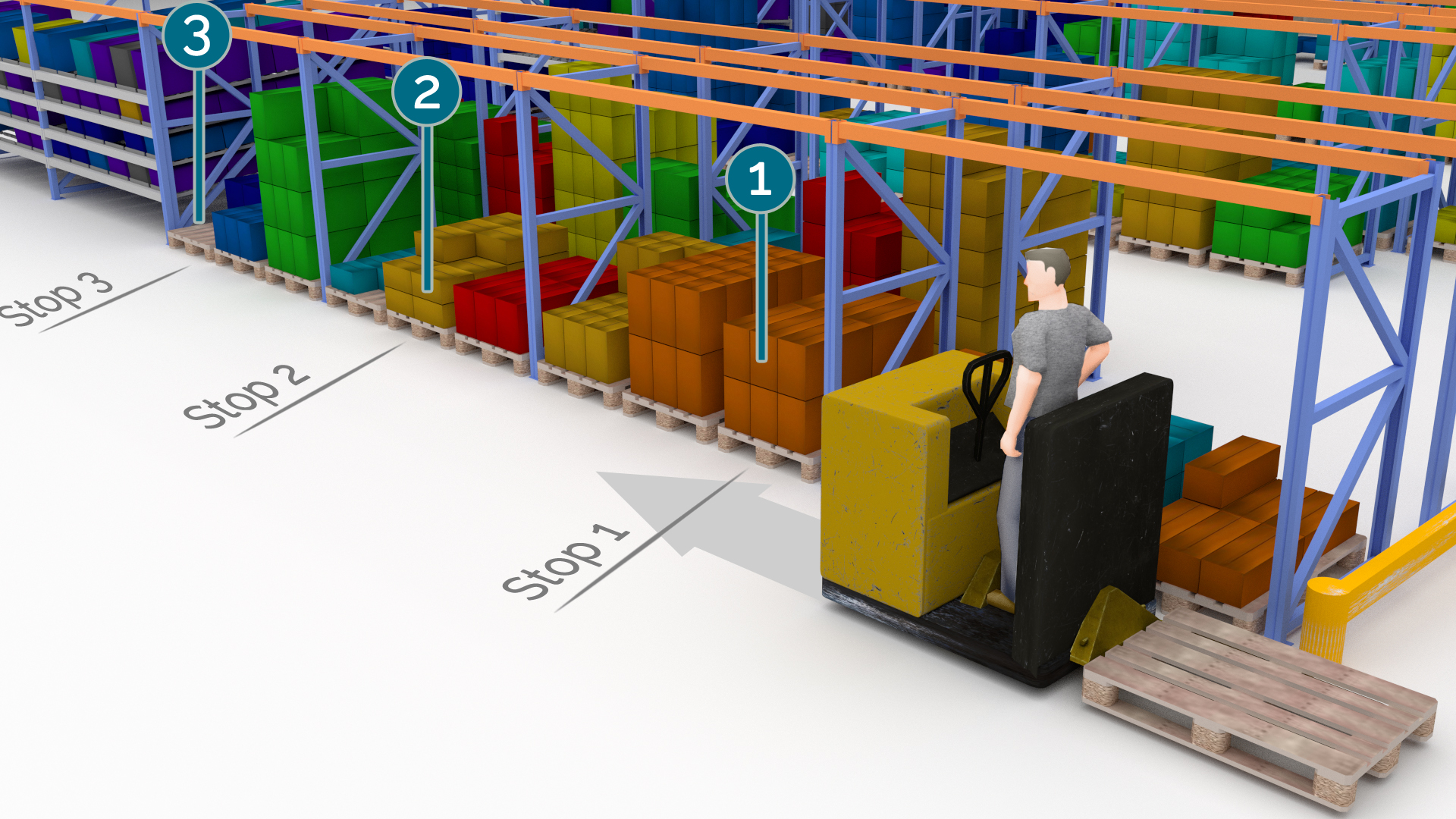
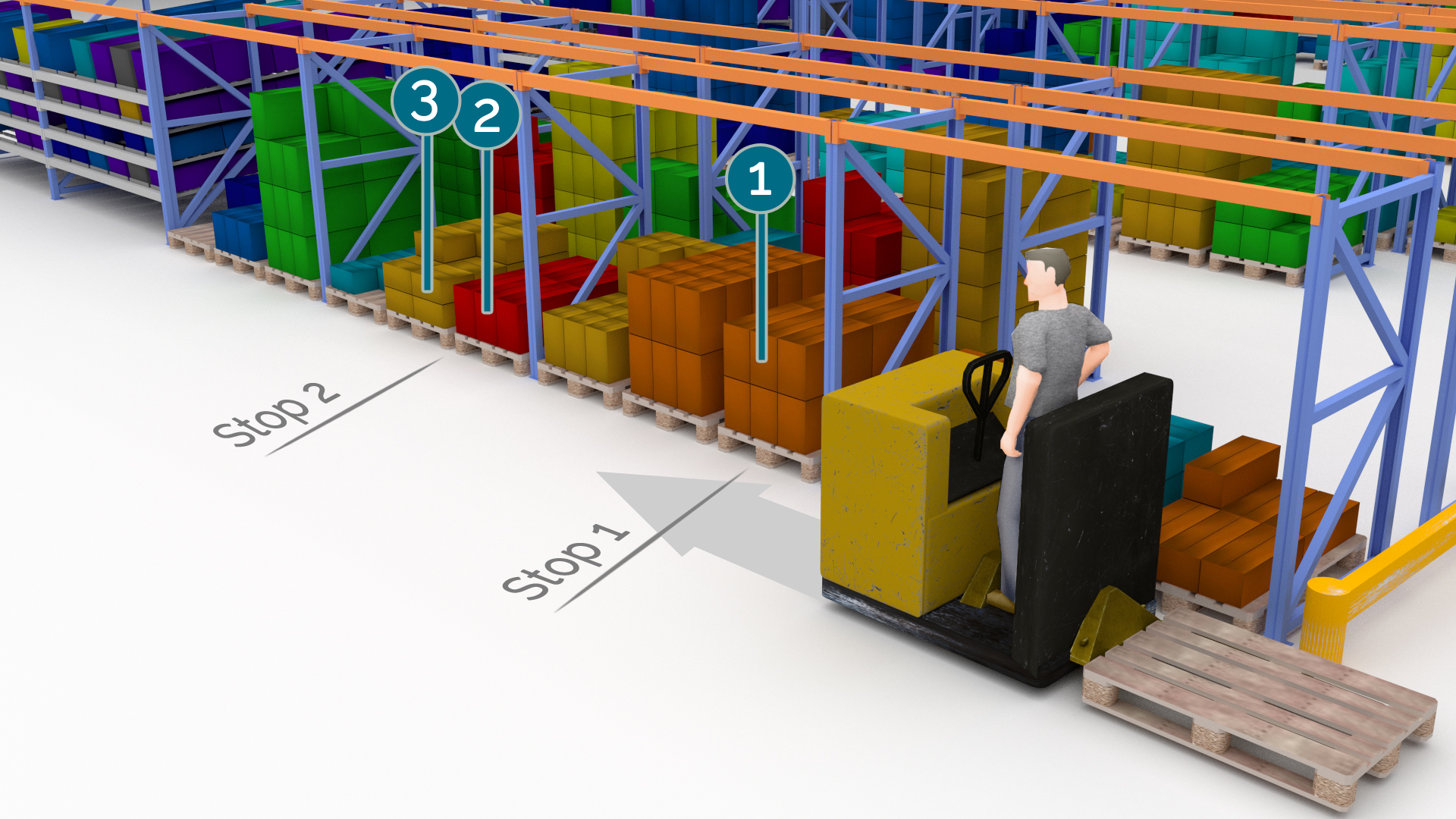
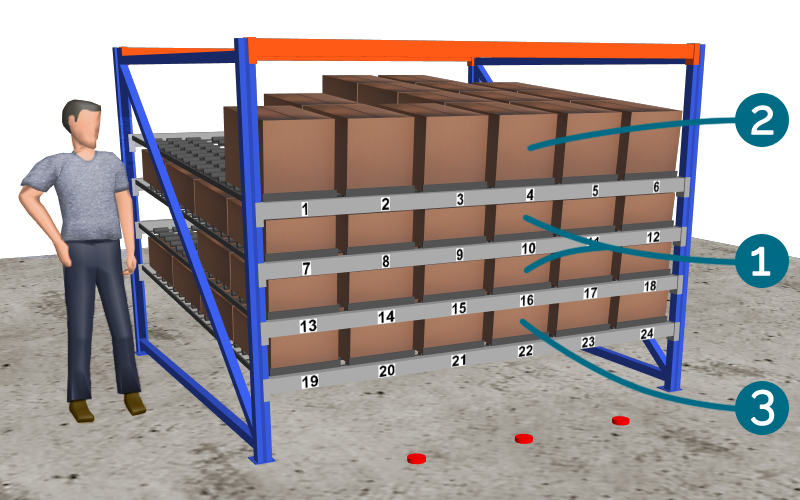
- Le nombre d’arrêts à faire lors d’une tournée de préparation
Prélever un produit dans son emplacement du picking nécessite un arrêt de l’opérateur devant l’emplacement. Cet arrêt génère inévitablement une perte de temps.
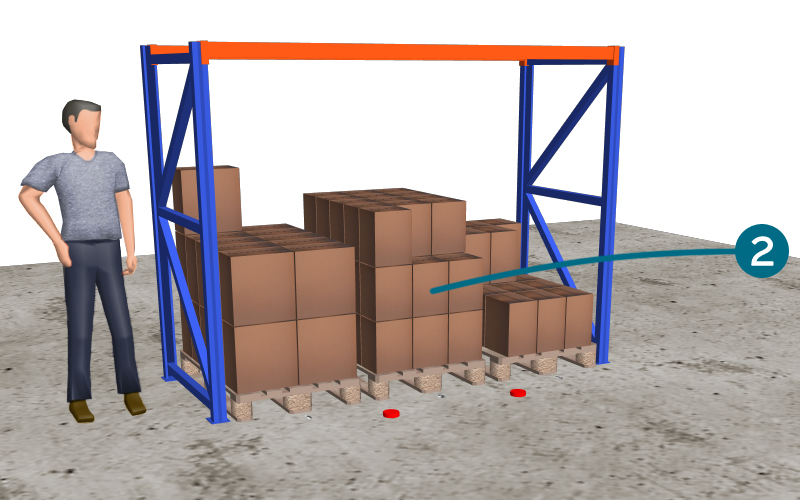
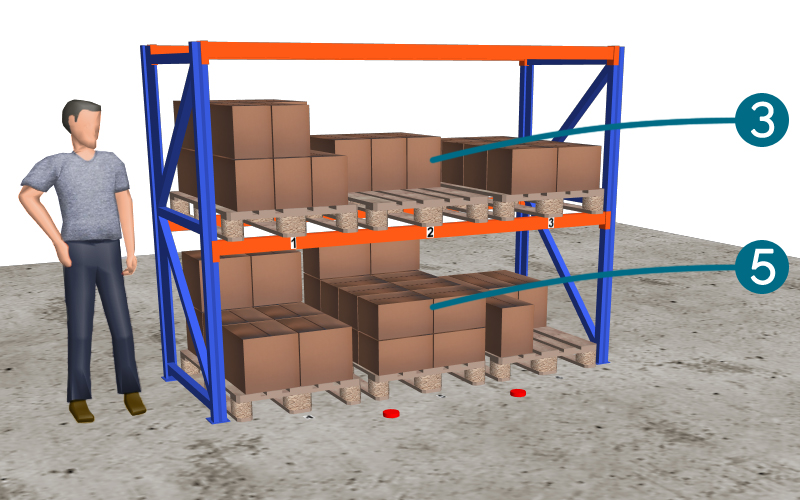
- L’ approvisionnement du picking
Quand les affaires marchent, les commandes affluent et les préparateurs sont sollicités. Toutefois, plus on prépare de commandes, plus souvent il faut réapprovisionner les emplacements de picking.
La préparation est une activité qui peut avoir des conséquences sur le bien-être physique des préparateurs de commandes.